Introduction to Hot Tapping and Line Stopping
What is a Hot Tap and why it is made?
Hot Taps or Hot Tapping is the ability to safely tie into a pressurized system, by drilling or cutting, while it is on stream and under pressure.
Typical connections consist..
- Tapping fittings like Weldolet®, Reinforced Branch or Split Tee. Split Tees often to be used as branch and main pipe has the same diameters.
- Isolation valve like Gate or Ball valve.
- Hot tapping machine which includes the cutter, and housing.
Mechanical fittings may be used for making hot taps on pipelines and mains provided they are designed for the operating pressure of the pipeline or main, and are suitable for the purpose.
- Design.. ASME B31.1, B31.3, ASME B31.4 and B31.8, ASME Sec. VIII Div.1 and 2
- Fabrication.. ASME Sec. VIII Div.1
- Welding.. ASME Sec. IX
- NDT.. ASME Sec. V
There are many reasons to made a Hot Tap. While is preferred to install nozzles during a turnaround, installing a nozzle with equipment in operation is sometimes advantageous, especially if it averts a costly shut down.
Remarks before made a Hot Tap
- A hot tap shall not be considered a routine procedure, but shall be used only when there is no practical alternative.
- Hot Taps shall be installed by trained and experienced crews.
- It should be noted that hot tapping of sour gas lines presents special health and metallurgical concerns and shall be done only to written operating company approved plans.
- For each hottap shall be ensured that the pipe that is drilled or sawed has sufficient wall thickness, which can be measured with ultrasonic thickness gauges. The existing pipe wall thickness (actual) needs to be at least equal to the required thickness for pressure plus a reasonable thickness allowance for welding. If the actual thickness is barely more than that required for pressure, then loss of containment at the weld pool is a risk.
- Welding on in-service pipelines requires weld procedure development and qualification, as well as a highly trained workforce to ensure integrity of welds when pipelines are operating at full pressure and under full flow conditions.

Hot Tap setup
For a hot tap, there are three key components necessary to safely drill into a pipe; the fitting,
the valve, and the hot tap machine. The fitting is attached to the pipe, mostly by welding.
In many cases, the fitting is a Weldolet® where a flange is welded, or a split tee with a flanged
outlet (see image above).
Onto this fitting, a valve is attached, and the hot tap machine is attached to the valve. For hot taps, new bolts, gaskets and a new valve should always be used when that components will become part of the permanent facilities and equipment.
The fitting/valve combination, is attached to the pipe, and is normally pressure tested. The pressure test is very important, so as to make sure that there are no structural problems with the fitting, and so that there are no leaks in the welds.
The hot tap cutter, is a specialized type of hole saw, with a pilot bit in the middle, mounted inside of a hot tap adapter housing.
The hot tap cutter is attached to a cutter holder, with the pilot bit, and is attached to the working end of the hot tap machine, so that it fits into the inside of the tapping adapter.
The tapping adapter will contain the pressure of the pipe system, while the pipe is being cut, it houses the cutter, and cutter holder, and bolts to the valve.
Hot Tap operation
The Hot Tap is made in one continuous process, the machine is started, and the cut continues, until the cutter passes through the pipe wall, resulting in the removal of a section of pipe, known as the "coupon".
The coupon is normally retained on one or more u-wires, which are attached to the pilot bit. Once the cutter has cut through the pipe, the hot tap machine is stopped, the cutter is retracted into the hot tap adapter, and the valve is closed.
Pressure is bled off from the inside of the Tapping Adapter, so that the hot tap machine can be removed from the line. The machine is removed from the line, and the new service is established.

Hot Tap Coupon
The Coupon, is the section of pipe that is removed, to establish service. It is very highly desirable to "retain" the coupon, and remove it from the pipe, and in the vast majority of hot taps, this is the case. In the image above, a split tee is applied, and the coupon is temporarily attached to the valve.
Please note, short of not performing the hot tap, there is no way to absolutely guarantee that the coupon will not be "dropped".

Coupon retention is mostly the "job" of the u-wires. These are wires which run through the pilot bit, and are cut and bent, so that they can fold back against the bit, into a relief area milled into the bit, and then fold out, when the pilot bit has cut through the pipe.
In almost all cases, multiple u-wires are used, to act as insurance against losing the coupon.
Line Stopping
Line Stops, sometimes called Stopples (Stopple® is a trademark of TD Williamson Company) start with a hot tap, but are intended to stop the flow in the pipe.
Line Stops are of necessity, somewhat more complicated than normal hot taps, but they start out in much the same way. A fitting is attached to the pipe, a hot tap is performed as previously detailed. Once the hot tap has been completed, the valve is closed, then another machine, known as a line stop actuator is installed on the pipe.
The line stop actuator is used to insert a plugging head into the pipe, the most common type being a pivot head mechanism. Line stops are used to replace valves, fittings and other equipment. Once the job is done, pressure is equalized, and the line stop head is removed.
The Line Stop Fitting has a specially modified flange, which includes a special plug, that allows for removal of the valve. There are several different designs for these flanges, but they all work pretty much the same, the plug is inserted into the flange through the valve, it is securely locked in place, with the result that the pressure can be bled off of the housing and valve, the valve can then be removed, and the flange blinded off.
Image presentation
of
Hot Tapping and Line Stopping
Line Stop setup
The Line Stop Setup includes the hot tap machine, plus an additional piece of equipment, a line stop actuator. The Line Stop Actuator can be either mechanical (screw type), or hydraulic, it is used, to place the line stop head into the line, therefore stopping the flow in the line.
The Line Stop Actuator is bolted to a Line Stop Housing, which has to be long enough to include the line stop head (pivot head, or folding head), so that the Line Stop Actuator, and Housing, can be bolted to the line stop valve.
Line stops often utilize special Valves, called Sandwich Valves.
Line Stops are normally performed through rental Valves, owned by the service company who performs
the work, once the work is completed, the fitting will remain on the pipe, but the valve and all
other equipment is removed.
Line Stop operation
A Line Stop starts out the same way as does a Hot Tap, but a larger cutter is used,.
The larger hole in the pipe, allows the line stop head to fit into the pipe.
Once the cut is made, the valve is closed the hot tap machine is removed from the line, and a line stop actuator is bolted into place.
New gaskets are always to be used for every setup, but "used" studs and nuts are often used, because this operation is a temporary operation, the valve, machine, and actuator are removed at the end of the job.
New studs, nuts, and gaskets should be used on the final completion, when a blind flange is installed outside of the completion plug.
The line stop actuator is operated, to push the plugging head (line stop head), down, into the pipe, the common pivot head, will pivot in the direction of the flow, and form a stop, thus stopping the flow in the pipe.
Completion Plug
In order to remove the valve used for line stop operations, a completion plug is set into the line stop fitting flange (Completion Flange).
There are several different types of completion flange/plug sets, but they all operate in basically the same manner, the completion plug and flange are manufactured, so as to allow the flange, to accept and lock into place, a completion plug.
This completion plug is set below the valve, once set, pressure above the plug can be bled off, and the valve can then be removed.
Once the plug has been properly positioned, it is locked into place with the lock ring segments, this prevents plug movement, with the o-ring becoming the primary seal.
Several different types of completion plugs have been developed with metal to metal seals, in addition to the o-ring seal.
Remark(s) of the Author...
What combination size of branch and size of header pipe is common?
Normally the rule of thumb of 50% is applied, i.e. 2in on 4in, 3in on 6in etc.
Hole weakening
It should be obvious that drilling a hole in the wall of e.g. a pipeline weakens the wall and creates stress concentration; the larger the hole, the greater the weakening effect.
It follows that provisions must be made in the design to prevent damage during work around the equipment in operation, and that the future operation of the pipeline must adequately withstand all loads applied to the pipeline.
The loads on the pierced pipelines obviously include internal pressure, axial pressure loads from any adjacent pressure points (valves, fittings, etc.), as well as potential bending and shearing loads on the pipelines.
What diameter hot-tap is possible?
Never say never, but personally I think e.g. a hot-tap 30in on 60in, in a pressurized pipeline is not feasible.
Depending on the header size 1/2in to 24in is possible, but very dependent on internal pressure and wall thickness of the pipe.
Related Post(s)
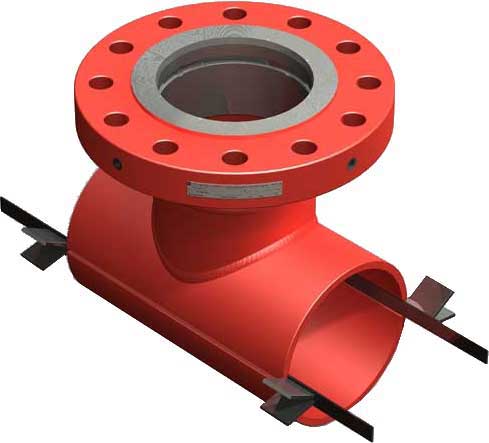
Image presentation about Hot Tapping...