 |
Pipe Flanges General |
A flange is a method of connecting pipes, valves, pumps and other equipment to form a piping system. It also provides easy access for cleaning, inspection or modification. Flanges are usually welded or screwed. Flanged joints are made by bolting together two flanges with a gasket between them to provide a seal.
The most used flange types in Petro and chemical industry are..

Welding Neck flange

Slip On flange

Socket Weld flange

Lap Joint flange

Threaded flange

Blind flange
All types except the Lap Joint flange are provided with a raised flange face.
Materials for Flanges
Pipe flanges are manufactured in all the different materials like stainless steel, cast iron, aluminium, brass, bronze, plastic etc. but the most used material is forged carbon steel and have machined surfaces.
In addition, flanges, like fittings and pipes, for specific purposes sometimes internally equipped with layers of materials of a completely different quality as the flanges themselves, which are "lined flanges".
The material of a flange, is basically set during the choice of the pipe, in most cases, a flange is of the same material as the pipe.
All flanges, discussed on this website fall under the ASME en ASTM standards, unless otherwise indicated. ASME B16.5 describes dimensions, dimensional tolerances etc. and ASTM the different material qualities.
Dimensions of Flanges
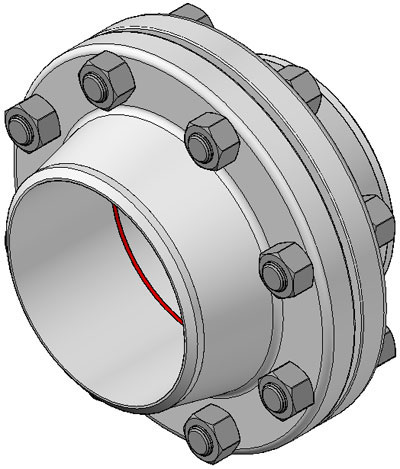
Each flange ASME B16.5 has a number of standard dimensions. If a draftsman in Japan or a work preparer in Canada or a pipefitter in Australia is speaking about a Welding Neck flange NPS 6, Class 150, Schedule 40 ASME B16.5, then it goes over the flange which in the image here below is shown.
If the flange is ordered, the supplier want to know the material quality. For example ASTM A105 is a forged carbon steel flange, while A182 is a forged stainless steel flange.
So, in a correct order to a supplier two standards must be specified..
Welding Neck flange NPS 6, Class 150, Schedule 40,
ASME B16.5 / ASTM A105
A - Ø192.1 | OD - Ø168.3 | L - Ø22.4 | ID - Ø154.1 | G - Ø215.9 | K - Ø241.3 | D - Ø279.4 | B - 25.4 | H - 88.9 | RF Height - 1.6
The flange above has 8 bolt holes, and a welding bevel of 37.5 degrees (red circle). All given dimensions are in millimeters. The raised face (RF) does not need to be specified, because ASME B16.5, each flange is standard delivered with a raised face. Only a different design (Ring Type Joint (RTJ), Flat Face (FF) etc., should be specified.
Bolted Flange connections
A bolted flange connection is a complex combination of many factors (Flange, Bolts, Gaskets, Process, Temperature, Pressure, Medium). All these various elements are interrelated and depend upon one another to achieve a successful result.
The reliability of the flanged joint depends critically upon competent control of the joint making process.
Typical bolted flange connection
Quoting from John H. Bickford's book, 'An Introduction to the Design and Behavior of Bolted Joints'..
That all important clamping force which holds the joint together - and without which there would be no joint - is not created by a good joint designer, nor by high quality parts. It is created by the mechanic on the job site, using the tools, procedures, and working conditions we have provided him with.. And further.. The final, essential creator of the force is the mechanic, and the time of creation is during assembly. So it's very important for us to understand this process.
The industry has recognized the critical nature of installation and assembly for several years.
In Europe, the emphasis has been on ensuring that joint making is undertaken by trained and validated technicians and this has led to the publication of a European Technical standard TS EN 1591 Part 4. This standard is applicable to the bolting technicians, and their supervisors, the responsible engineers, who disassemble, assemble and tighten the bolted connections of whatever shape of critical service pressurised systems.
The standard provides a methodology for the training and assessment of technicians involved in the making and breaking of flange joints and can be viewed as being analogous to the training required for welders involved with pressure vessel work. Its publication demonstrates the importance placed upon the competent control of joint making process in ensuring leak-free performance from the flange.
The gasket is but one of many reasons a bolted flange joint connection can leak.
Even when all the complex inter-related components of a bolted joint flange connection work in perfect harmony, the single most important factor leading to success or failure of that bolted flange connection will be attention given to properinstallation and assembly procedures by the person installing the gasket. If done properly, the assembly will remain leak-free for the target life expectancy.
There are still a number of special flanges such as..

Orifice flange

Long Weld Neck flange

Expander flange

Nipo flange

Reducing flange

Pad flange
You will find more about this specials in the Menu Flanges
Remark(s) of the Author...
Flanged connections versus Welded connections
There are no standards that define whether or not flange connections may be used.
In a newly built factory is customary to minimize flange connections, because only one weld is needed to connect two pieces of pipe. This saves the costs of two flanges, the gasket, the Stud Bolts, the second weld, the cost of NDT for the second weld, etc..
Some other Disadvantages of flange connections..
- Each flange connection can leak (some people claim that a flange connection is never 100 percent leak proof).
- Flanged pipe systems need much more space (just think of a pipe rack).
- Insulation of flanged pipe systems is more expensive (special flange caps).
Of course, flange connections have great benefits; some examples..
- A new line can contain multiple pipe spools and can be manufactured in a workshop.
- This pipe spools can be assembled in the plant without the need to be welded.
- NDO (X-ray, Hydro test etc.) in the plant is not necessary, because this has been done in the workshop.
- Blasting and painting in the plant is not necessary, because even this has been done in a workshop
(only paint damages during installation should be repaired).
As with many things, everything has its pros and cons.
Related Post(s)
Pressure Classes for flanges according to ASME B16.5 and Pressure Temperature Ratings different ASTM groeps...