In-Line Weld Testing and Isolation |
In-Line Weld Test Tools are commonly used during the maintenance and modification of piping or process equipment, enabling localised pressure testing. Inserted into the piping or equipment component to be tested, In-Line Weld Test Tools provide a fast and efficient method of verifying the integrity of butt welds joints or other welded pipe components.
In-Line Weld Test Tools can also be used to provide a verified barrier against the migration of flammable or harmful vapours, allowing hot work activities to take place safely.
The images below should clarify the method of In-Line Weld Test Tools.

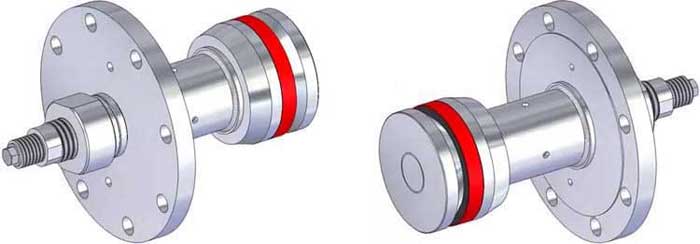
Fig. 1
Fig. 1 shows a In-Line tool in order to use it for insulation purposes. First, the tool is placed into the line upstream of where hot-work is to be performed. Once the tool is properly installed and two outer seals are engaged, medium is pressurized in the chamber between the seals. Once this pressure is maintained, the seals are continuously monitored by a technician on-site to be certain no harmful or dangerous vapors are passing beyond the isolation tool. The thru port vent then routes any upstream vapors, gases or liquids away to a safe area or bucket for monitoring.
Fig. 2
Fig. 2 shows a In-Line tool in order to use it for insulation purposes, with a Weld Neck flange welded to the pipe. In-Line Weld Test tools feature double block and bleed isolation. Once set in position these tools provide a verified vapor barrier allowing hot work activities to take place safely onsite.
Fig. 3
Fig. 3 shows a In-Line tool in order to use it as flange weld tester. The test is typically undertaken using water as the test medium, but can be undertaken using inert gas where necessary. The test undertaken is normally a strength test of the joint at 1.5 times the design pressure, but can also be used as a leak testing means, typically undertaken at 1.1 times the design pressure. Some suppliers specify a pressure range up to 690 Bar/10,000 PSI depending on specification, maximum testing pressure to suit system. If the pressure test was positive, the chamber can be depressurized, and the In-Line tool can be removed.
Remark(s) of the Author...
Attention Point
When using a Weld(ing) Neck flange, the weld seam on the inside of the pipe has a height of a few millimeters. Before the In-Line tool is mounted, this so-called penetration weld must be removed using, for example, a grinding machine,, because otherwise the In-Line tool can probably no longer be pulled out of the pipe.
Types of In-Line tools
In this article, I have provided a brief description of an inline tool. Of course, other implementations
exist, and each vendor has its own features, but the basics are generally the same.
Related Post(s)
The Flange Weld Tester is used to hydrotest the integrity of new welds where a Weld(ing) Neck or Slip On flange has been added to a pipeline...