Induction Bending |
What is Induction Bending..
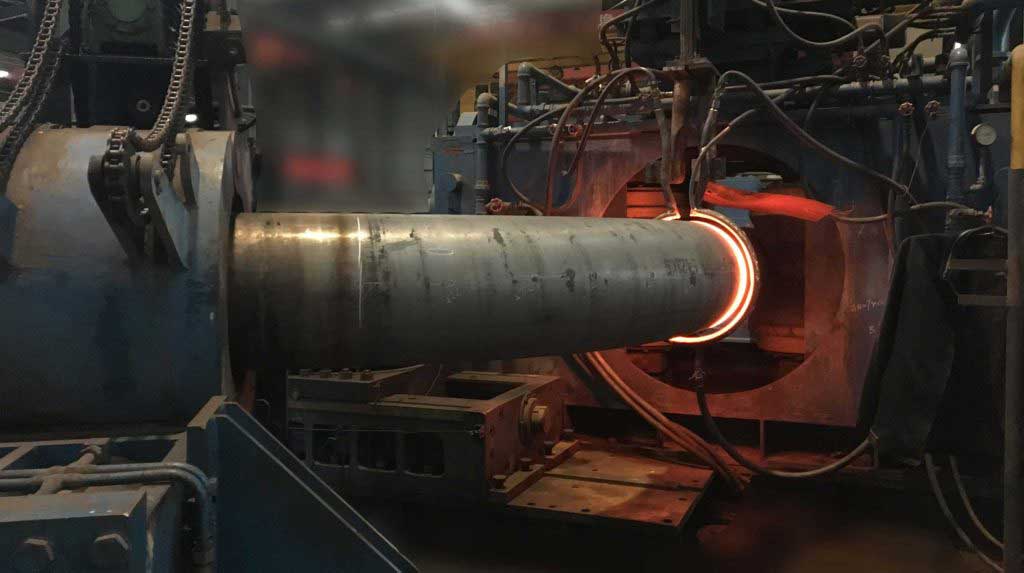
Induction Bending is a controlled means of bending pipes through the application of local heating using high frequency induced electrical power.
Originally used for the purpose of surface hardening steels, induction technology when used in pipe bending consists basically of an induction coil placed around the pipe to be bent. The induction coil heats a narrow, circumferential section of the pipe to a temperature of between 850 and 1100 degrees Celsius (dependant on the material to be formed). As the correct bending temperature range is reached, the pipe is moved slowly through the induction coil whilst the bending force is applied by a fixed radius arm arrangement.

Image is owned by.. Kersten Group
Manufacture of Induction Bends
Induction bends are formed in a factory by passing a length of straight pipe through an induction
bending machine. This machine uses an induction coil to heat a narrow band of the pipe material.
The leading end of the pipe is clamped to a pivot arm.
As the pipe is pushed through the machine, a bend with the desired radius of curvature is produced.
The heated material just beyond the induction coil is quenched with a water spray on the outside
surface of the pipe. Thermal expansion of the narrow heated section of pipe is restrained due to
the unheated pipe on either side, which causes diameter shrinkage upon cooling.
The induction bending process also causes wall thickening on the intrados and thinning on the extrados.
The severity of thickening/thinning is dependant on the bending temperature, the speed at which
the pipe is pushed through the induction coil, the placement of the induction coil relative to the
pipe (closer to the intrados or extrados), and other factors.
Most induction bends are manufactured with tangent ends (straight sections) that are not affected by the induction bending process. Field welds are made or pipe pup sections are attached to the unaffected tangent ends, allowing for fitup similar to that found when welding straight sections of pipe together.
Induction bends come in standard bend angles (e.g. 45°, 90°, etc.) or can be custom made to specific bend angles. Compound bends (out-of-plane) bends in a single joint of pipe can also be produced. The bend radius is specified as a function of the diameter. For example, common bend radii for induction bends are 3D, 5D and 7D, where D is the nominal pipe diameter.
Benefits of Induction Bends
- Large radii for smooth flow of fluid.
- Cost efficiency, straight material is less costly than standard components (e.g. elbows) and bends can be produced faster than standard components can be welded.
- Elbows can be replaced by larger radius bends where applicable and subsequently friction, wear and pump energy can be reduced.
- Induction bending reduces the number of welds in a system. It removes welds at the critical points (the tangents) and improves the ability to absorb pressure and stress.
- Induction bends are stronger than elbows with uniform wall thickness.
- Less non-destructive testing of welds, such as X-ray examination will save cost.
- Stock of elbows and standard bends can be greatly reduced.
- Faster access to base materials. Straight pipes are more readily available than elbows or standard components and bends can almost always be produced cheaper and faster.
- A limited amount of tools is needed (no use of thorns or mandrels as required in cold bending).
- Induction bending is a clean process. No lubrication is needed for the process and water needed for the cooling is recycled.
ASME B16.49
...standard covers design, material, manufacturing, testing, marking, and inspection requirements
for factory-made pipeline bends of carbon steel materials having controlled chemistry and mechanical
properties, produced by the induction bending process, with or without tangents.
This standard covers induction bends for transportation and distribution piping applications (e.g.,
ASME B31.4, B31.8, and B31.11). Process and power piping have differing requirements and materials
that may not be appropriate for the restrictions and examinations described herein, and therefore
are not included in this Standard.
Related Post(s)

A pipe fitting is defined as a part used in a piping system, for changing direction, branching or for change of pipe diameter, and...