Electrode Welding (SMAW) |
The manual Metal Arc Process
Shielded metal arc welding (SMAW), or (Manual Metal Arc welding (MMA) was first invented in Russia in 1888, and is commonly called stick welding because the electrodes are flux-coated rods of metal resembling sticks.
It involved a bare metal rod with no flux coating to give a protective gas shield. The development of coated electrodes did not occur until the early 1900s when the Kjellberg process was invented in Sweden and the Quasi-arc method was introduced in the UK.
It is worth noting that coated electrodes were slow to be adopted because of their high cost. However, it was inevitable that as the demand for sound welds grew, manual metal arc became synonymous with coated electrodes.
When an arc is struck between the metal rod (electrode) and the workpiece, both the rod and workpiece surface melt to form a weld pool. Simultaneous melting of the flux coating on the rod will form gas and slag which protects the weld pool from the surrounding atmosphere.
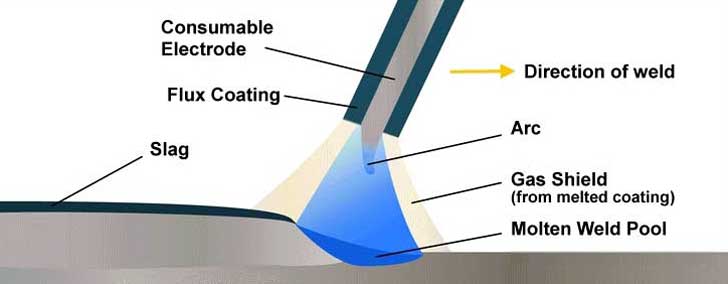
The slag will solidify and cool and must be chipped off the weld bead once the weld run is complete (or before the next weld pass is deposited).
The process allows only short lengths of weld to be produced before a new electrode needs to be inserted in the holder. Weld penetration is low and the quality of the weld deposit is highly dependent on the skill of the welder.
Types of Flux/Electrodes
Arc stability, depth of penetration, metal deposition rate and positional capability are greatly influenced by the chemical composition of the flux coating on the electrode. Electrodes can be divided into three main groups..
- Cellulosic
- Rutile
- Basic
Cellulosic electrodes contain a high proportion of cellulose in the coating and are characterised by a deeply penetrating arc and a rapid burn-off rate giving high welding speeds. Weld deposit can be coarse and with fluid slag, deslagging can be difficult. These electrodes are easy to use in any position and are noted for their use in the "stovepipe" welding technique.
Features..
- deep penetration in all positions
- suitability for vertical down welding
- reasonably good mechanical properties
- high level of hydrogen generated - risk of cracking in the heat affected zone (HAZ)
Rutile electrodes contain a high proportion of titanium oxide (rutile) in the coating. Titanium oxide promotes easy arc ignition, smooth arc operation and low spatter. These electrodes are general purpose electrodes with good welding properties. They can be used with AC and DC power source and in all positions. The electrodes are especially suitable for welding fillet joints in the horizontal/vertical (H/V) position.
Features..
- moderate weld metal mechanical properties
- good bead profile produced through the viscous slag
- positional welding possible with a fluid slag (containing fluoride)
- easily removable slag
Basic electrodes contain a high proportion of calcium carbonate (limestone) and calcium fluoride (fluorspar) in the coating. This makes their slag coating more fluid than rutile coatings - this is also fast-freezing which assists welding in the vertical and overhead position. These electrodes are used for welding medium and heavy section fabrications where higher weld quality, good mechanical properties and resistance to cracking (due to high restraint) are required.
Features..
- low hydrogen weld metal
- requires high welding currents/speeds
- poor bead profile (convex and coarse surface profile)
- slag removal difficult
Metal powder electrodes contain an addition of metal powder to the flux coating to increase the maximum permissible welding current level. Thus, for a given electrode size, the metal deposition rate and efficiency (percentage of the metal deposited) are increased compared with an electrode containing no iron powder in the coating. The slag is normally easily removed.
Iron powder electrodes are mainly used in the flat and H/V positions to take advantage of the higher deposition rates. Efficiencies as high as 130 to 140% can be achieved for rutile and basic electrodes without marked deterioration of the arcing characteristics but the arc tends to be less forceful which reduces bead penetration.
Power Reference(s)
Electrodes can be operated with AC and DC power supplies. Not all DC electrodes can be operated on AC power Reference(s), however AC electrodes are normally used on DC.
Welding Current
Welding current level is determined by the size of electrode - the normal operating range and current are recommended by manufacturers. Typical operating ranges for a selection of electrode sizes are illustrated in the table. As a rule of thumb when selecting a suitable current level, an electrode will require about 40A per millimetre (diameter). Therefore, the preferred current level for a 4mm diameter electrode would be 160A, but the acceptable operating range is 140 to 180A.

typical Electrode holder
What's new..
Transistor (inverter) technology is enabling very small and comparatively low weight power source to be produced. These power source are finding increasing use for site welding where they can be readily transported from job to job. As they are electronically controlled, add-on units are available for TIG and MIG welding which increase the flexibility.
Electrodes are available in hermetically sealed containers. These vacuum packs obviate the need for baking the electrodes immediately prior to use. However, if a container has been opened or damaged, it is essential that the electrodes are redried the manufacturer's instructions.
Reference(s)..
TWI World Centre for Materials Joining Technology
For dutch people, look on.. NIL Nederlands Instituut voor Lastechniek
Related Post(s)

The name orbital welding comes of the circular motion of welding tool around the workpiece. In general, orbital welding technology includes coverage two main application areas...