MIG Welding (GMAW) |
Gas metal arc welding (GMAW), or Metal Inert Gas (MIG) welding was first patented in the USA in 1949 for welding aluminium. The arc and weld pool formed using a bare wire electrode was protected by helium gas, readily available at that time.
From about 1952 the process became popular in the UK for welding aluminium using argon as the shielding gas, and for carbon steels using CO2.
CO2 & argon CO2 mixtures are known as metal active gas (MAG) processes. MIG is an attractive alternative to stick welding (SMAW), offering high deposition rates and high productivity.
1 Direction of travel
2 Contact tube
3 Electrode
4 Shielding gas
5 Molten weld metal
6 Solidified weld metal
7 Workpiece
Process Characteristics
MIG is similar to Shielded Metal Arc Welding (SMAW) in that heat for welding is produced by forming an arc between a metal electrode and the workpiece; the electrode melts to form the weld bead. The main differences are that the metal electrode is a small diameter wire fed from a spool and an externally supplied shielding gas is necessary. As the wire is continuously fed, the process is often referred to as semi-automatic welding.
Metal Transfer Mode
The manner, or mode, in which the metal transfers from the electrode to the weld pool largely determines the operating features of the process. There are three principal metal transfer modes..
- Short circuiting
- Droplet / spray
- Pulsed
Short-circuiting and pulsed metal transfer are used for low current operation while spray metal transfer is only used with high welding currents. In short-circuiting or"dip" transfer, the molten metal forming on the tip of the wire is transferred by the wire dipping into the weld pool. This is achieved by setting a low voltage; for a 1.2mm diameter wire, arc voltage varies from about 17V (100A) to 22V (200A). Care in setting the voltage and the inductance in relation to the wire feed speed is essential to minimise spatter. Inductance is used to control the surge in current which occurs when the wire dips into the weld pool.
For droplet or spray transfer, a much higher voltage is necessary to ensure that the wire does not make contact i.e.short-circuit, with the weld pool; for a 1.2mm diameter wire, the arc voltage varies from approximately 27V (250A) to 35V (400A). The molten metal at the tip of the wire transfers to the weld pool in the form of a spray of small droplets (about the diameter of the wire and smaller). However, there is a minimum current level, threshold, below which droplets are not forcibly projected across the arc.
If an open arc technique is attempted much below the threshold current level, the low arc forces would be insufficient to prevent large droplets forming at the tip of the wire. These droplets would transfer erratically across the arc under normal gravitational forces.
The pulsed mode was developed as a means of stabilising the open arc at low current levels i.e. below the threshold level, to avoid short-circuiting and spatter. Metal transfer is achieved by applying pulses of current, each pulse having sufficient force to detach a droplet. Synergic pulsed MIG refers to a special type of controller which enables the power source to be tuned (pulse parameters) for the wire composition and diameter, and the pulse frequency to be set the wire feed speed.

typical MIG torch
(image courtesy of Fronius International)
Shielding Gas
In addition to general shielding of the arc and the weld pool, the shielding gas performs a number of important functions..
- forms the arc plasma
- stabilises the arc roots on the material surface
- ensures smooth transfer of molten droplets from the wire to the weld pool
Thus, the shielding gas will have a substantial effect on the stability of the arc and metal transfer and the behaviour of the weld pool, in particular, its penetration. General purpose shielding gases for MIG welding are mixtures of argon, oxygen and CO2, and special gas mixtures may contain helium. The gases which are normally used for the various materials are..
Steels- CO2
- argon +2 to 5% oxygen
- argon +5 to 25% CO2
- argon
- argon / helium
Argon based gases, compared with CO2, are generally more tolerant to parameter settings and generate lower spatter levels with the dip transfer mode. However, there is a greater risk of lack of fusion defects because these gases are colder. As CO1 cannot be used in the open arc (pulsed or spray transfer) modes due to high back-plasma forces, argon based gases containing oxygen or CO2 are normally employed.
Applications
MIG is widely used in most industry sectors and accounts for more than 50% of all weld metal deposited. Compared to stick welding (SMAW), MIG has the advantage in terms of flexibility, deposition rates and suitability for mechanisation. However, it should be noted that while MIG is ideal for "squirting" metal, a high degree of manipulative skill is demanded of the welder.
Reference(s)..
TWI World Centre for Materials Joining Technology
For dutch people, look on.. NIL Nederlands Instituut voor Lastechniek
Related Post(s)
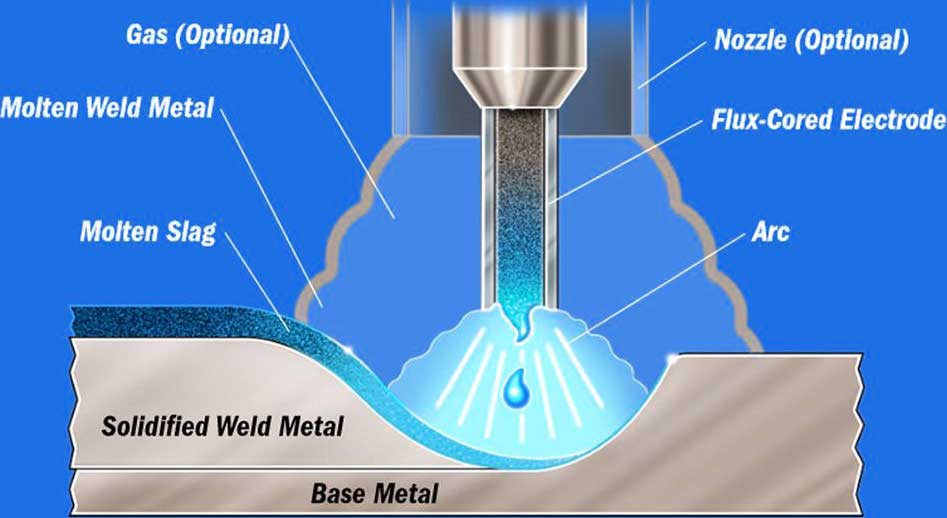
Flux-Cored Arc Welding is a welding method that is somewhat unique compared to Metal Inert Gas welding (MIG)...